Home » How We Do
Scope of Work
The purpose of this procedure is to outline the main processes of fabrication, welding techniques, protective coatings and the quality assurances for each stage of the production process.
Raw Material Receival
The raw materials are inspected as per customer requirement and the project specification.The grade of structural steel must abide by the ASTM standard which is mentioned in the approved design drawing.When the material is received,the initial task is to verify that the raw materials are sent from the approved vendor as per the client.The material will be checked for any rust, surface defect and after which the specifications such as thickness,size and grade will be verified.

Material Identification and Storage
After the acceptance of the raw materials, all the items are to be punched or labelled for each type of the steel members as per the corresponding project so that no material is misused.
The steel materials are to be stored in a safe environment with proper care to be ensured so that no damage is occurred prior to starting of the project.The relevant storage facility is installed for each type of the steel member which is sorted by the grade specification and metric measurement
Material Preparation for Fabrication
The fabrication of steel works are performed as per the approved drawings and grade specifications which are described as per the below stages:
Marking: The material is to be marked initially as per the drawing or project number under the supervision of verified foreman or fabrication engineer with the help of a measuring
tape.
Cutting: The cutting process is to be carried out through the means of CNC cutting machine, gas cutting set etc. Before the cutting operation the edges of materials like plates, sheets, flat bars are to be properly checked for straightness and uniformity and the cropped edges are dressed for a correct finish.
Straightening: If the steel materials are found to be distorted, twisted or has bends, rectification must be ensured with the help of a straightening machine which may be corrected by the application of limited load pressing in the presence of a supervisor.
Holes: The making of holes on the materials are to be done by gas cutting process or laser cutting and the hole profile is to be strictly checked as per the approved drawings.The holes are drilled within the allowable limits which is followed by the project specification.

Fitting and Assembly: The members are to be tack welded to hold each member in the correct position with the help of bolts and clamps.Once the fabricated components are assembled, it should be ensured that it is neither damaged or nor twisted and any form of distortion can be minimized by positioning clips,fasteners or clamps.


Welding Process and Inspection:
The welding process and the welding qualification test shall be done in accordance with AWS D1.1
– Before commencing the welding operation, the material surface and the filler material is checked
– The groove surface is checked for the presence of impurities like oil,dirt and the groove angle and its relevant dimensions are inspected.
– The welding parameters such as voltage and current are maintained for a smooth welding operation
– The welding operation is to be carried in a safe environment with adequate protection.
– The most suitable arc length, angle as well as the welding speed are to be maintained inorder to avoid any kinds of welding defects.
Types of Welding Process
The following welding processes are carried as per the approved welding procedure specification:

Visual Examination of Welds
Each areas of butt weld as well as fillet weld is checked for defects,cracks and surface porosity visually and the reinforcement on each side of butt weld joint shall be checked in accordance with AWS D1.1 .The inspection shall be carried by QC Engineers or a certified welding inspector for the weld examination
Non-Destructive Testing (NDT)
All non-destructive testing is to be carried out as per AWS D1.1 by the approved inspection agency as per the requirements of project standard and specifications.
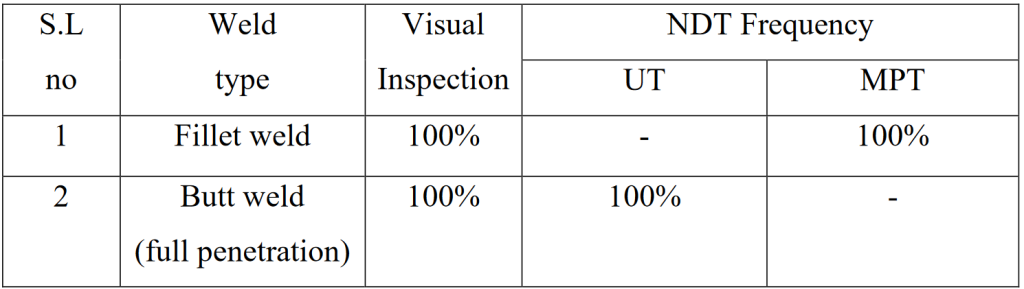

Magnetic Particle Testing (MPT)
The Magnetic Particle Testing operation is carried out in accordance with AWS D1.1 and the reports for the results and evaluation of the fillet welds is obtained from the approved welding inspection agencies.
Dimensional Inspection:
The final fabricated and welded steel structure is inspected with the respective approved project drawing.The relevant parameters such as length,orientation and other dimensions are verified and recorded.The dimensional and visual inspection must be carried with 100% efficiency to check for any external defects.Once the inspection is cleared, the steel structure is stored properly to avoid any damages and subsequently the material is given for the galvanization process.
Galvanization Process:
The galvanization process is carried as per below:
Material Receival After Galvanization:
Once the material is received from the galvanization plant, the coating thickness is measured using the help of an elchometer inorder to check the galvanizing coating thickness on the material complies as per the project specification.The following irregularities are also to be checked to attain a uniform and smooth galvanizing coating:

Final Clearance and Packing:
Once the final QC clearance is obtained the material is proceeded for packing and it is stored at a dry area to avoid any damages prior to loading for delivery.Each type of the materials are to be stored separately and are not to be stacked unless a gap of 100mm is maintained.The packed item is then loaded on to the trailers safely to avoid any damages and secured properly before its transportation to the designated
site.

Feel free to contact us for our services & business inquiries you have. We are happy to provide you with more information you need on our services.